We were approached by a leading shipping company regarding grinding/polishing of their crankshaft of auxiliary engine no. 3 of MAN B&W 6L 28/32H. The ship was scheduled to sail from Cape Town to Vadinar Port in India.
Details of crankshaft grinding of MAN B&W 6L 28/32H are as follows
| S. NO | Description | Details |
| 1. | Engine Make | MAN B&W |
| 2. | Engine Model | 6L 28/32H |
| 3. | Capacity of Engine | 1260 kW (1710 PS) @720 RPM |
| 4. | Crankpin Diameter (in mm) | 230 mm |
| 5. | Collar Length of Crankpin | 120 mm |
| 6. | Bearing the Working Width of Crankpin | 95 mm |
| 7. | Total Length of Crankshaft | 3440 mm |
| 8. | Size of Inspection Window | 350 * 340 mm |
Based on the above information of MAN B&W 6L 28/32H. crankshaft, our two technicians along with the in situ crankshaft grinding machine were deputed to Cape Town. The boarding on the vessel was in a short time as our technicians possess Indian CDC.
Inspection of the crankshaft of MAN B&W 6L 28/32H was done and made following main observations
- All six crankpins were subject to dimensional inspection for taper and ovality. The ovality ranging from 0.16 to 0.23 mm was observed on all the crankpins.
- The crankpins were subject to MPI by high-intensity magna flux torch, no crack or abnormality was observed and it was concluded that although there was a surface crack-like pattern on crank pin no. 3 was observed but on the MPI test, it was concluded that there was no crack on the crankpin.
- The hardness of all the crankpins was checked by a portable hardness tester. This was done again by indexing a pattern with a gap of 15 mm vertically and horizontally.
- The deflection of the crankshaft was checked and was observed within 0.04 mm. This ruled out the possibility of any loss of alignment of the crankshaft.
- All crankpins were checked visually. The radius fillet and lubricating oil hole profile was observed as original with no marks or damage.
- Deep bearing line marks were observed on the crankpins.
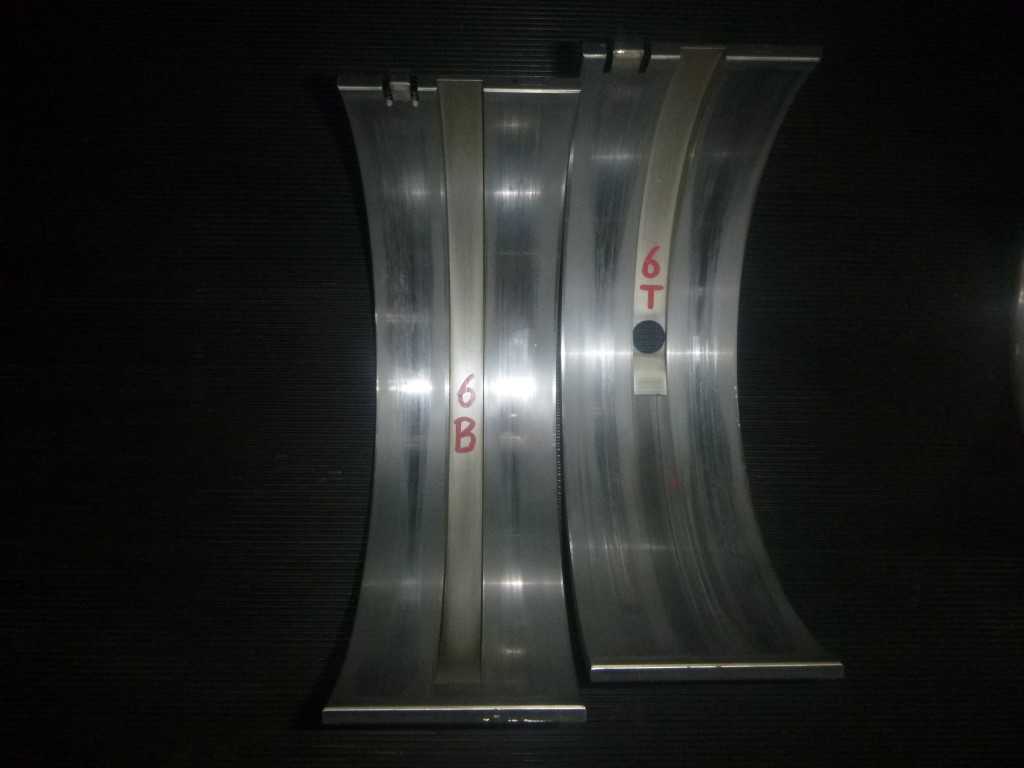
- Bearings were checked and the upper layer of the bearing was removed and had scratch marks.
Action was taken by RA Power Solutions to repair the crankshaft of MAN B&W 6L 28/32H
Considering the above observations, it was decided to undertake grinding of all crankpins to 0.5 mm.
- The standard crankpin diameter of this crankshaft is 230 mm and the bearing width of 95 mm.
- The insitu grinding of all crankpins was undertaken by our technicians and the size was reduced from 230 mm to 229.50 mm.
- The crankshaft was again subject to final inspection and a report was prepared.
RA Power Solutions Achievement
The in situ crankshaft grinding and repair of MAN B&W 6L 28/32H was done while sailing the vessel between Cape Town and Vadinar Port in India. The tolerance maintained by all the crankpins was within 0.03 mm.
RA Power Solutions achieved this milestone of undertaking the grinding of six crankpins while sailing the vessel by using state of art, latest technological, advanced in situ crankshaft grinding machine. This machine is designed and manufactured by RA Power Solutions to have minimum or zero vibrations while in operation. The maintenance of close tolerance after grinding is possible only because of the use of our latest design of in situ crankshaft grinding machine.
RA Power Solutions has the equipment ready to undertake crankshaft repair up to 700 mm in diameter. Our technicians are trained in our training school and have experience ranging from 20 to 40 years in successful insitu crankshaft repair.
|
|
|


For your requirement of in situ grinding, in situ grinding of crankpin, and insitu crankshaft inspection please email us at rajshahani@rapowersolutions.com, or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.